
Melt Flow Index, explained
What MFI is, how it's measured, and why a high MFI matters when you're injection moulding recycled plastic. With typical MFI ranges for the plastic items you'll find around the house.
What MFI is
Melt Flow Index, abbreviated MFI, is a number that tells you how easily a molten plastic flows. It is measured in grams per ten minutes (g/10min). Higher numbers mean the plastic flows more freely. Lower numbers mean it is thicker and slower-moving when melted.
The test is mechanical and standardised. A small quantity of plastic is loaded into a heated barrel, held at a polymer-specific temperature (230°C for PP, 190°C for HDPE, 200°C for PLA), and pushed through a 2.095mm orifice by a standard 2.16kg weight. Whatever flows out in ten minutes is the MFI value. Industry follows ASTM D1238 or ISO 1133 for the procedure, so MFI numbers from different sources can be compared directly.
For virgin plastic, the manufacturer prints the MFI on the datasheet. For recycled plastic, you usually have to estimate or test it, because the MFI of a recycled batch depends on what the material was, what additives are in it, and how many heat cycles it has been through.
Why MFI matters for recycled plastic
Recycled plastic is variable. Two batches of HDPE from different sources, or even the same source on different days, can have noticeably different MFI values. Polymer chains break down a little every time the material is melted (chain scission), so older recycled material typically has a higher MFI than fresh stock. Additives, colourants, and minor contamination all shift the number too.
That variability is the reason MFI matters when you are working with recycled feedstock. Three practical benefits come from knowing it:
Consistency between batches. If you separate your shredded plastic by rough MFI band (loose visual cues like brittleness, thickness, smell), you can mould a run of products from a single batch and expect consistent results. Mixing high and low MFI in the same shot produces uneven fills.
Right machine settings. Temperature and pressure on the Injection Mini V2 are tuned to a target MFI. A higher MFI batch melts faster and fills the mould faster; you can drop the temperature 5 to 10 degrees. A lower MFI batch needs more heat and longer dwell. Knowing the MFI ahead of time saves a lot of trial and error.
Less waste. Short shots (mould not fully filled) and flash (plastic squeezing out of the mould edges) are both MFI mismatches. A short shot means the MFI was too low for your machine setting; flash means it was too high. Fewer rejects, less wasted material, less time spent purging the machine between failed attempts.
High MFI is easier to inject
On a desktop injection machine, higher MFI is almost always better. The machine itself is the constraint, not the material. The Injection Mini V2 runs at around 89 bar at the nozzle, which is solid for a desktop machine but well below industrial. That means high MFI plastic is doing the machine a favour, low MFI plastic is fighting it.
Four practical advantages of high MFI:
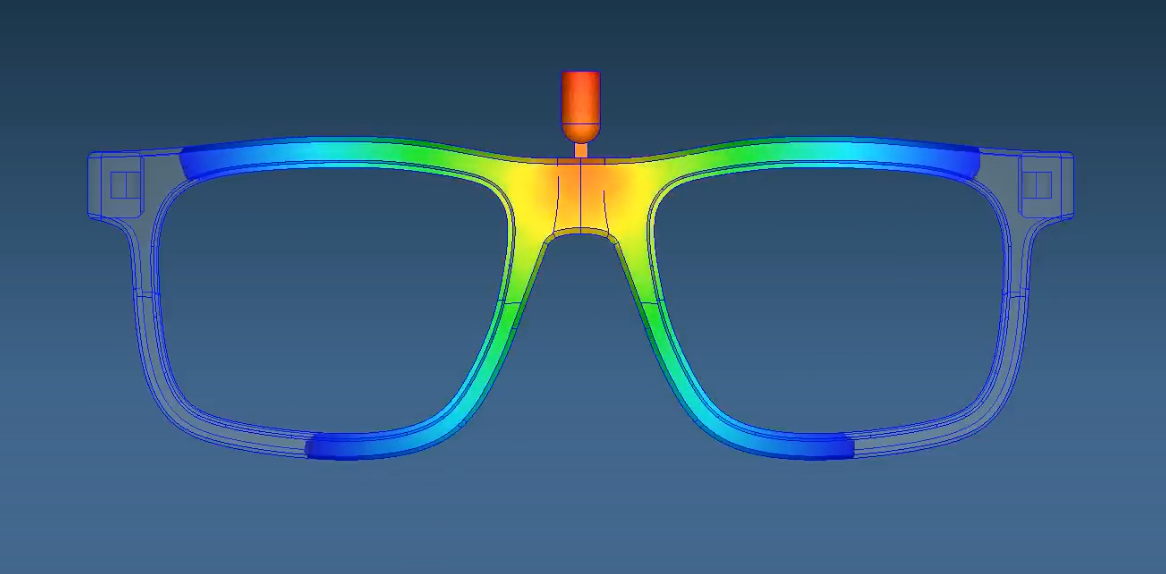
Faster mould filling. The plastic moves to the far corners of the cavity before it starts to cool. Thin features and long flow paths fill cleanly. Sunglasses frames, ruler legends, keyring text, anything with detail benefits.
Lower melt viscosity. The plastic puts less load on the screw or piston. On a hand-cranked or pneumatic machine, that translates to less effort, more consistent shots, and less wear on the seals and barrel.
Shorter cycle times. The mould fills faster and the part cools more uniformly, so the time between shots drops. On a small batch run, the difference between a 30-second cycle and a 45-second cycle adds up across 200 parts.
Fewer barrel blockages. Low MFI plastic can sit and partially solidify in the barrel between shots, especially when you switch material or pause. Higher MFI keeps moving, clears the barrel more easily on the next shot, and is easier to purge.
There are exceptions. Some products need the impact strength and finish that a slightly lower MFI grade gives you. But as a starting position, pick the highest MFI source you have access to, and only drop down if a specific product calls for it.
MFI of common household plastics
Typical MFI ranges for the plastic items you'll find around the house. Values are indicative, real grades vary widely.
One factor the MFI numbers below don't capture on their own: how the item was originally manufactured. Plastic recipes are tuned to a specific process. Items made by injection moulding (bottle caps, cutlery, toys, container lids) carry recipes selected for clean injection flow, which is exactly the behaviour you want when you remould them. Items made by blow moulding (drink bottles, milk jugs) or film extrusion (plastic bags) carry recipes tuned for completely different physical behaviour, and they tend to fight an injection machine even when the polymer code matches.
That's why our injection machines aren't tuned for PET drink bottles. PET works beautifully in blow moulding and as 3D printer filament (see the Filament Maker) but its viscosity profile is wrong for the Injection Mini V2. If you're sourcing for injection, lean towards items that were originally injection moulded. The recycling triangle on the bottom of most plastic items often pairs with a small dot or sprue mark that signals an injection gate.
| Item | Common polymer | Originally made by | Typical MFI (g/10min) | Notes |
|---|---|---|---|---|
| Plastic bags | LDPE | Film extrusion | Low, around 0.5 to 2 | Slow-flow grades. Won't fill a complex injection mould, useful only for thick simple parts. |
| Milk and detergent bottles | HDPE | Blow moulding | Low to medium, around 1 to 5 | HDPE polymer works on the Injection Mini V2, but the blow-moulded grade has a lower MFI than ideal. Expect mediocre flow until you blend with a higher MFI HDPE source. |
| Bottle caps and lids | HDPE or PP | Injection moulding | Medium to high, around 8 to 25 | Injection-moulded source, tuned for clean flow. One of the best household sources for desktop injection work. |
| Plastic cutlery | PS or PP | Injection moulding | Low to medium, around 5 to 15 | Already injection moulded, so the original MFI was selected for moulding. Easy to work with when you can get it clean. |
| Plastic containers (tubs, lids) | HDPE or PP | Injection moulding | Medium to high, around 8 to 25 | Thin-wall injection moulded, so MFI is high. Tubs and yogurt pots are a reliable easy household source. |
| Plastic toys | ABS, PE, or PP | Injection moulding | Variable, around 1 to 30+ | Detail-dependent. Lego uses very high MFI ABS, larger structural parts use lower MFI grades. |
For SDS-tested MFI ranges by polymer, see our Material database.
Reading MFI in practice
You don't need an MFI tester to work productively with recycled plastic. A short test on the machine you actually use is more useful than a lab number.
Three rough signals tell you whether your batch has a workable MFI without specialised kit.
How it pours out of the nozzle. Hold a small amount over a tray, let it melt, watch how it leaves the nozzle. Honey or syrup consistency, high MFI, good. Slow drip or refusing to flow, low MFI, you'll struggle to fill a complex mould. The Material database describes this behaviour for each plastic we've tested.
How the part comes out. A clean fill with crisp edges and complete features means the MFI matched your settings. Short shots (missing corners or features) point to MFI too low or temperature too low. Flash (thin webs of plastic squeezing out of the parting line) points to MFI too high or pressure too high. Use the part to diagnose the batch.
How easy the machine purges. If the barrel takes a long time to clear when you switch material, the MFI of the old batch was low. Lower-MFI plastic sticks around longer. Higher-MFI plastic clears in a couple of shots.
If you are seeing repeated short shots or flash from a batch, swap to a different source rather than fighting the machine. The simplest fix for "the mould isn't filling" is usually "try a different plastic", not "turn up the temperature". A different bottle, a different container, a different brand of failed prints can have a very different MFI, even if the polymer code says they're the same family. Our Plastic identification guide covers how to tell what polymer you have. The Our top 5 plastic types guide covers which ones tend to have the most consistent MFI for desktop work.
Related resources
Four picks from the Sustainable Design Studio resources library that pair with melt flow.
 Guide
Guide
Plastic types
The full breakdown of common plastic types, their properties, and recycling codes.
 Guide
Guide
Plastic identification
How to sort and identify different types of plastic before you start recycling.
 Guide
Guide
Our top 5 plastic types
The five plastic types we recommend most for desktop recycling, and why they stand out.
 Reference
Reference
Material database
SDS-tested MFI ranges by polymer, plus melt temperatures, shrinkage, and observations.
Got a question about a specific plastic?
Drop us a message. We have run MFI tests on a wide range of recycled feedstocks and can usually tell you what to expect from a given source.